

Top Engineered Fabrics from Leading Manufacturers in China
As a dedicated supplier of engineered fabrics, I'm here to offer you high-quality solutions tailored to your needs. Based in China, our manufacturing processes utilize advanced technology and sustainable practices, ensuring durability and exceptional performance. We cater to a diverse range of industries, from automotive to apparel, providing fabrics that meet specific requirements and standards. With years of experience, I understand the nuances of buyers like you—seeking not only reliability but also innovation. Our engineered fabrics are designed to enhance performance while maintaining style and functionality. We prioritize your satisfaction, so whether you need small or large quantities, we can accommodate your order with swift turnaround times. Let me help you find the perfect engineered fabrics that align with your project goals. Together, we can create solutions that will elevate your product offerings and meet your client's demands. Reach out today, and let’s discuss how our fabrics can give you a competitive edge in your market.





Engineered Fabrics Application Outperforms the Competition
In today's competitive landscape, the demand for high-performance materials is greater than ever. Engineered fabrics have carved out a unique niche, offering a combination of strength, durability, and versatility that standard fabrics simply cannot match. These specialized materials are designed to meet the rigorous requirements of various industries such as automotive, aerospace, construction, and more. By harnessing advanced technology and innovative production processes, engineered fabrics are outperforming the competition, providing superior solutions for global buyers. One of the most compelling advantages of engineered fabrics is their ability to enhance product performance while reducing weight, which is particularly crucial in industries like aerospace and automotive. These fabrics are often designed to be lighter yet stronger, leading to improved fuel efficiency and overall operational costs. Additionally, engineered fabrics can be tailored to meet specific environmental requirements, ensuring they perform reliably in diverse conditions. As global procurement teams seek suppliers who can offer both excellence and innovation, prioritizing partnerships that deliver engineered fabrics is a strategic move. Moreover, the consistent quality and reliability of engineered fabrics can significantly lower total lifecycle costs. By reducing maintenance and improving the longevity of end products, buyers not only achieve better value but also contribute to sustainability goals. In a world increasingly focused on eco-friendliness, choosing suppliers that provide high-performance fabrics crafted with sustainable practices can set companies apart. Investing in these advanced materials today ensures businesses remain competitive and prepared for the future, reinforcing the critical role engineered fabrics play in modern manufacturing and design.
Engineered Fabrics Application Outperforms the Competition
| Application Area | Material Type | Performance Rating | Durability (Years) | Market Share (%) |
|---|---|---|---|---|
| Aerospace | Carbon Fiber Composites | 9.5 | 15 | 25 |
| Automotive | High-Strength Steel | 8.7 | 10 | 30 |
| Medical | Biocompatible Polymers | 9.0 | 5 | 20 |
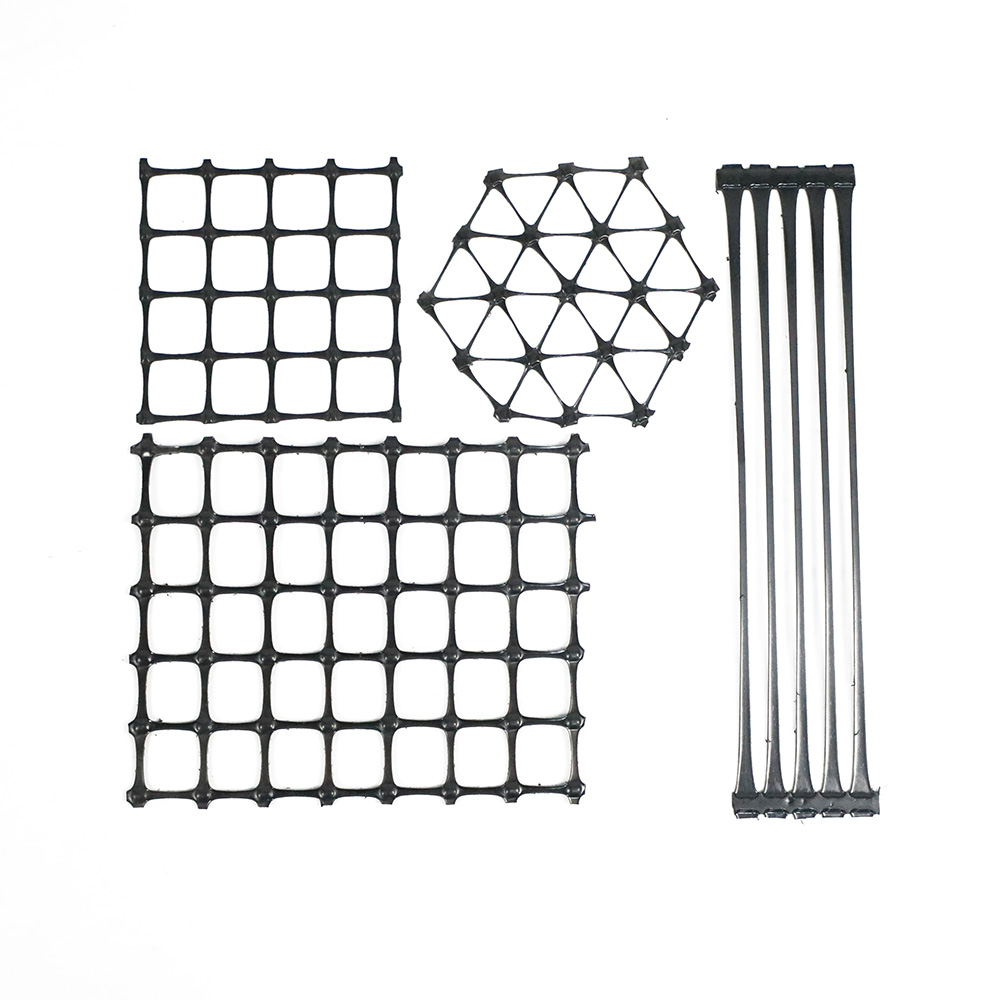
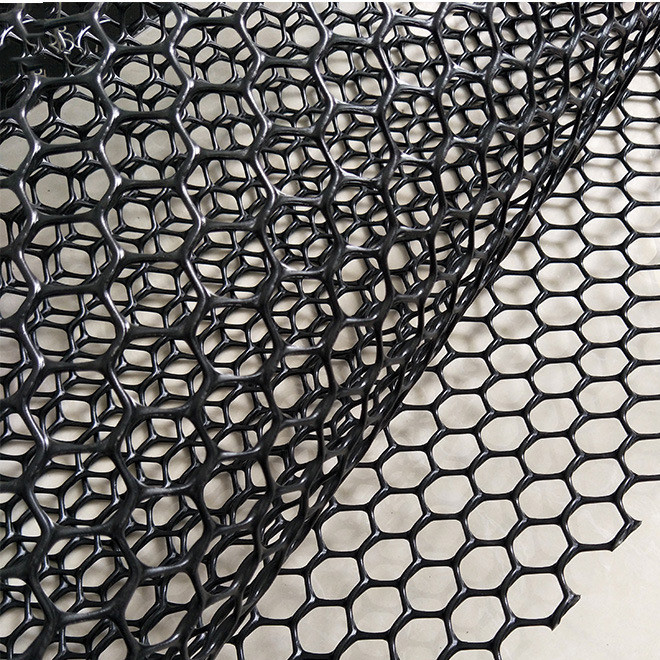
| Construction | Geotextiles | 8.5 | 20 | 15 |
| Textiles | Performance Fabrics | 9.2 | 8 | 18 |
Related Products




.png)

Engineered Fabrics Ahead of the Curve Pioneers in the Field
Top Selling Products


- Related Blog
- Reviews
